The above will demonstrate how to install the RapidPress system for sizes 15 – 108mm. Which is a quick and easy process using a RapidPress pressing tool.
First you need to cut the tube to length. It’s important to cut the tube square so it fits into the couplings correctly. We encourage you to cut these tubes with a cutter only used on stainless steel to avoid corrosion caused by contamination.
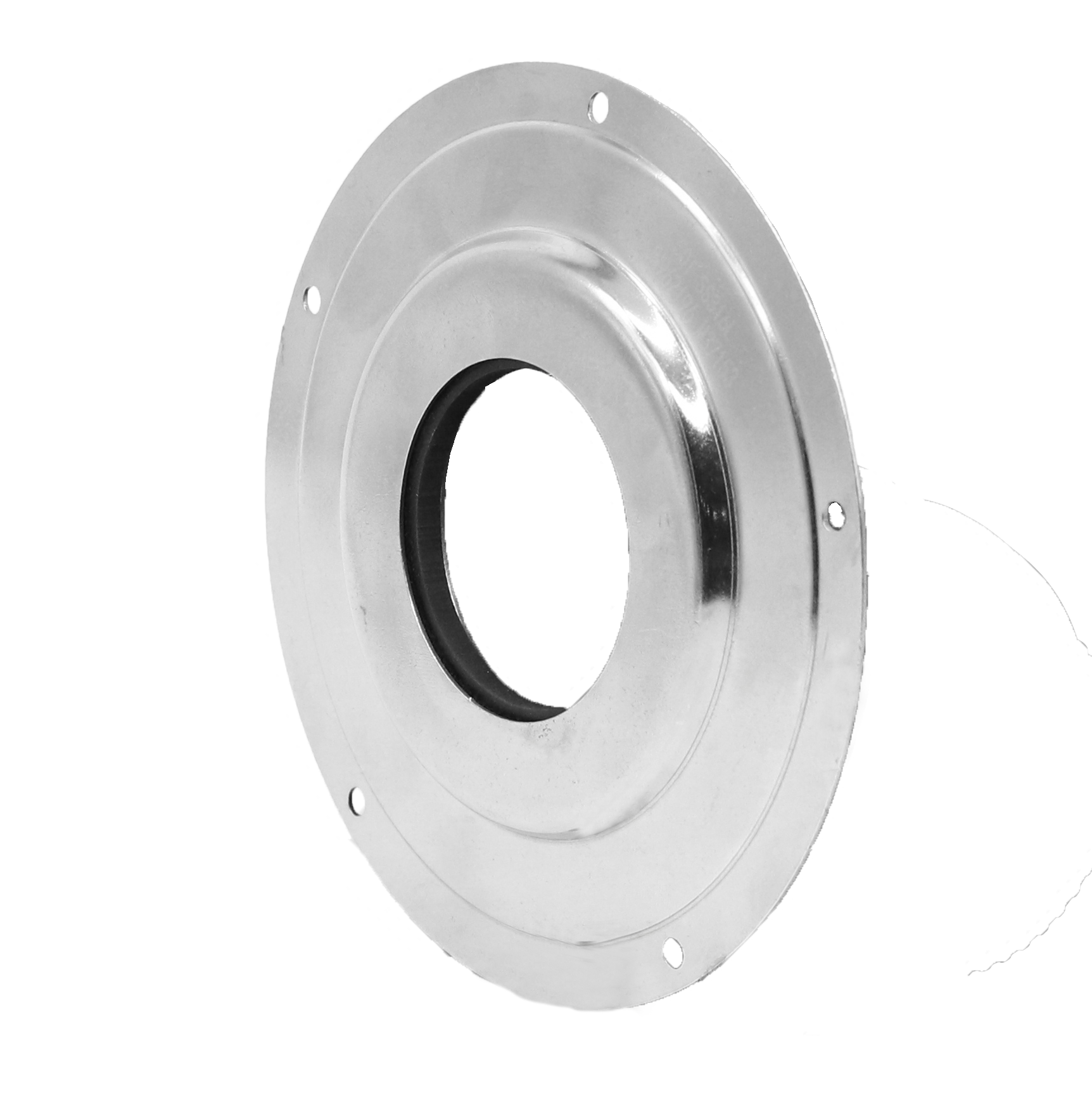
The next step is to debur the cut. Deburring both the inside and the outside of the cut tube is very important to ensure there is no damage to the O Ring when the tube is inserted. You can then use a RapidPress depth gauge to witness the mark the tube. This is important, to ensure the tube is inserted to the correct depth before pressing. Before you insert the tube we encourage you to visually inspect the seal for any damages. If the seal is damaged this will need replacing prior to pressing.
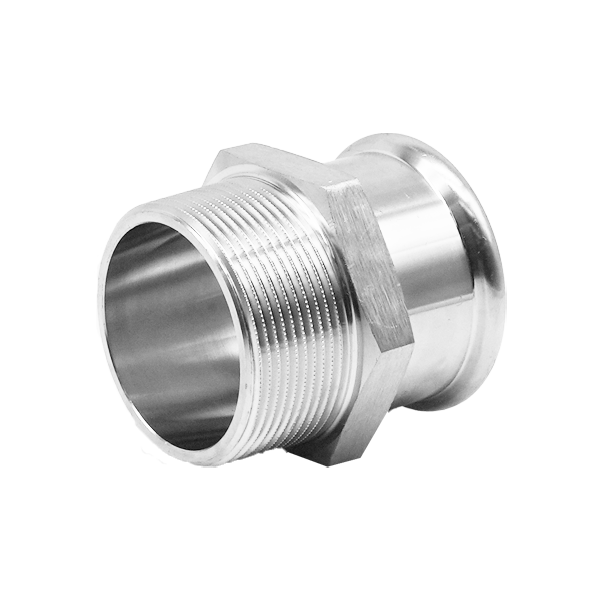
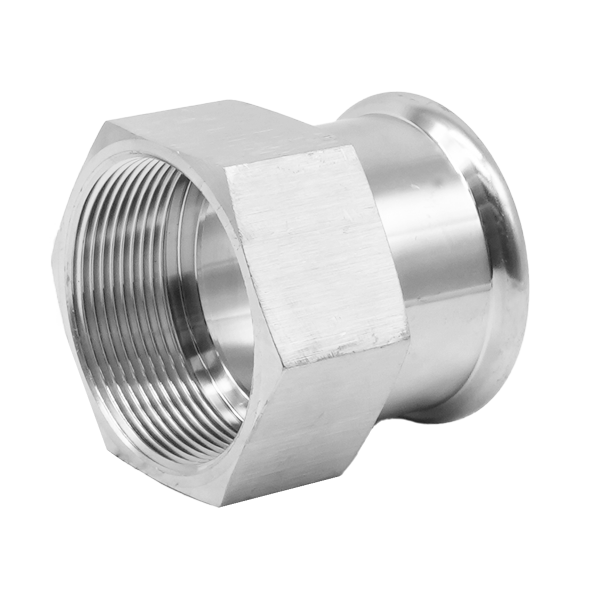
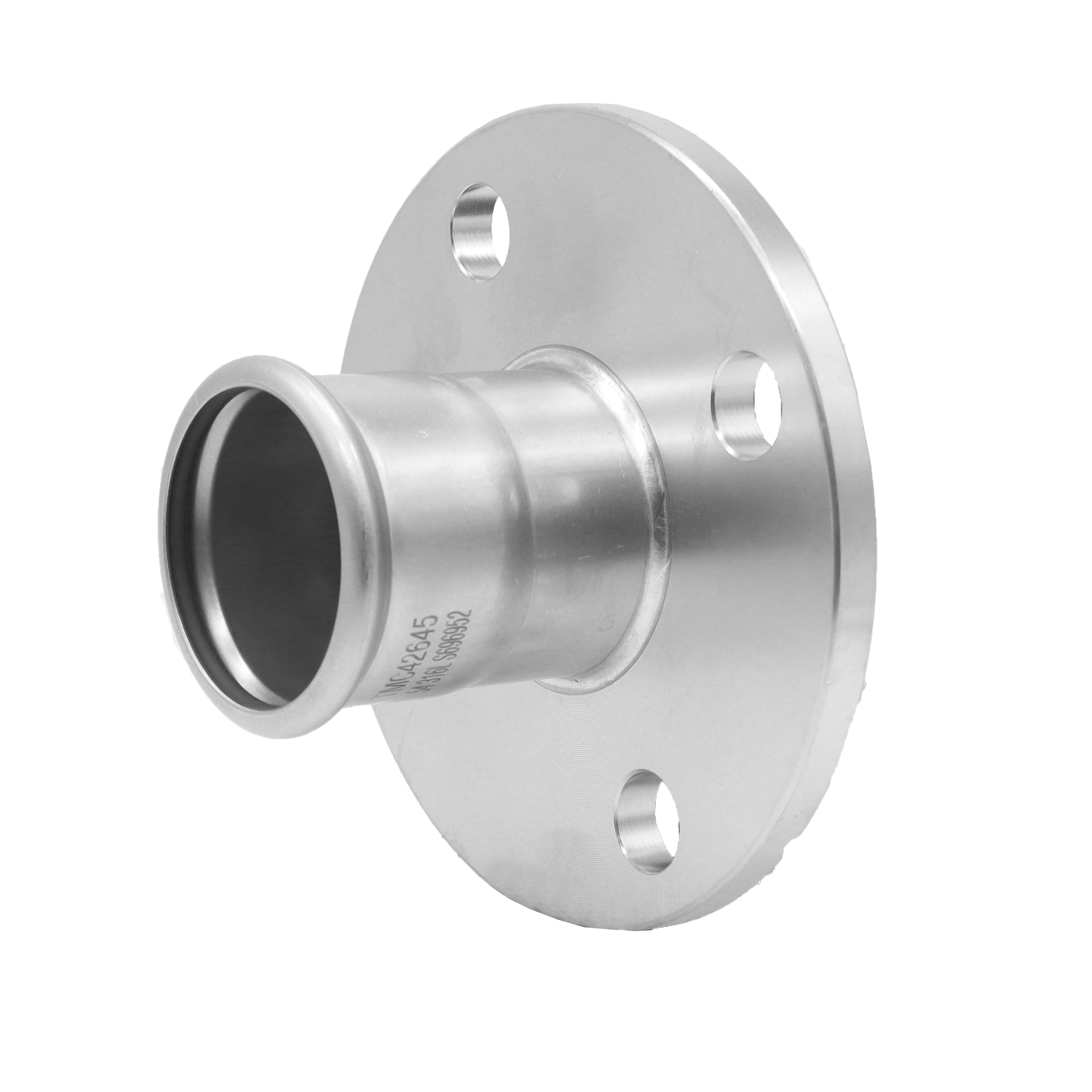
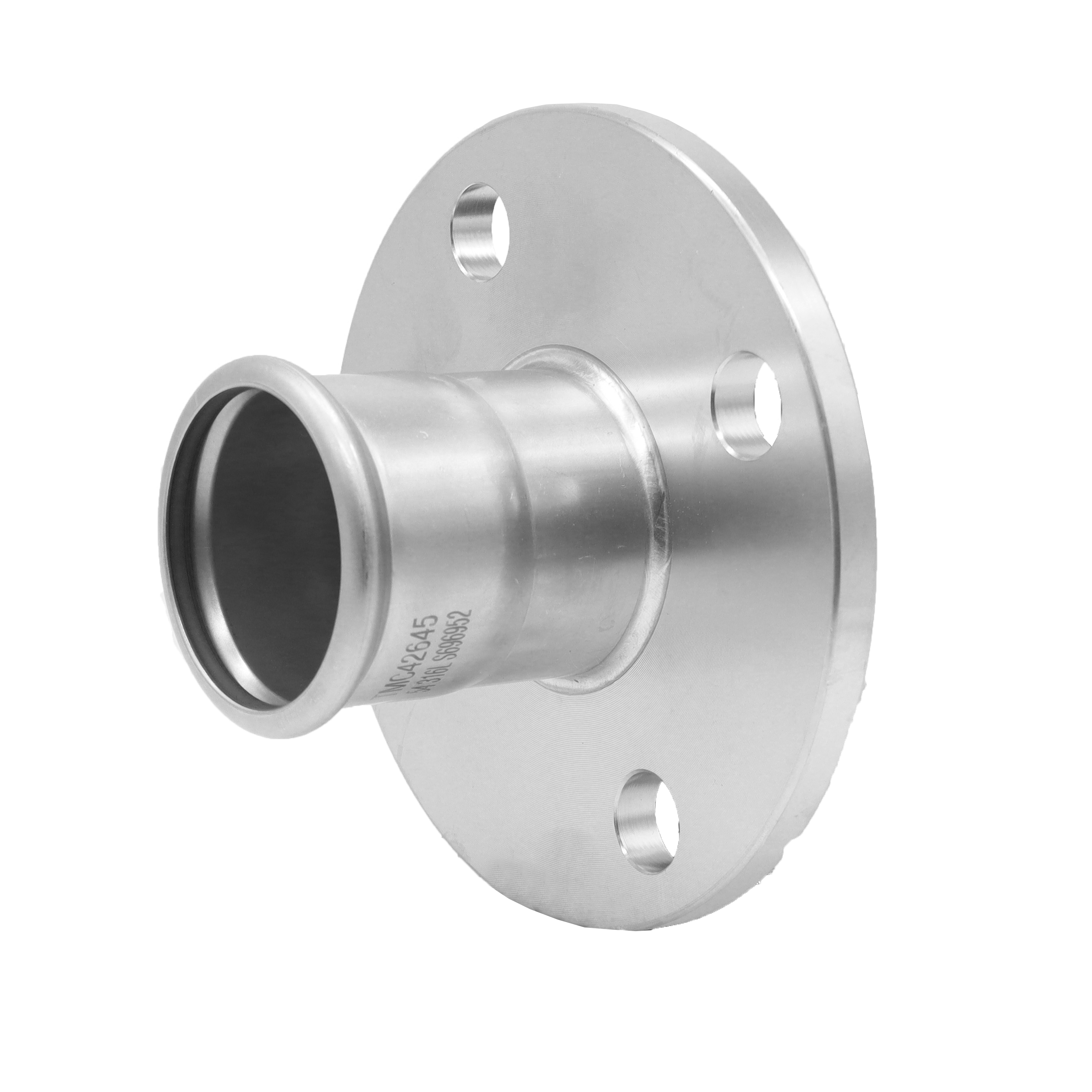
You can now insert the tube into the fitting until the witness mark is sitting just on the edge of the coupler. It’s important to ensure that the witness mark is within 10% of the total insertion distance once the tube is inserted. This ensures a correct seal. If there is any resistance when inserting the tube you can lubricate the seal with water or a water and soap mixture.
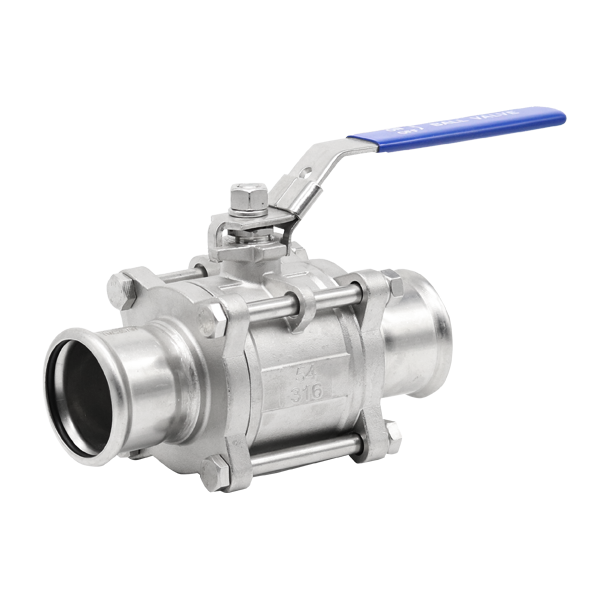
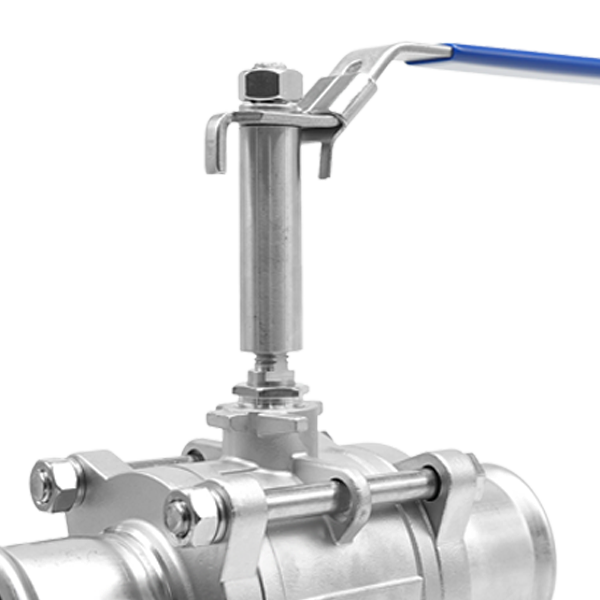
You need to ensure you are using an approved pressing tool for the press that uses M profile heads. In this video Patrick is using a RapidPress ACO203BT tool. For sizes 15-35 you use the pressing heads that simply attach to the fitting. For sizes 42 and above you need to secure the pressing chain onto the fitting first and then attach it to the pressing tool using an adapter jaw. Please note that when using the large ACO203XL tool for 108mm you need to do a double press utilising both adaptor jaws for each press.
Once the jaws or chain is attached to the fitting, visually check the fitting is correctly aligned. Press the button and allow the tool to go through a full pressing cycle before releasing the jaws. If there is an issue with the alignment during pressing we encourage you to dispose of the fitting and replace it.